传统精密注塑控制技术的局限
随着我国科技的不断发展,各行业对塑料制品的精度和性能提出了更高的要求,如要求制品具有较好的力学性能、重量精度、尺寸精度以及工作稳定性等。精密制品正在向着高精度化、高功能化、小型化、轻量化、低成本及高附加值的方向发展,精密注塑成型技术则向着精密化、计算机辅助化、无人化及节能化方向发展。
目前,国外的精密注塑成型机已经具有相当高的水平,且欧美和日本的少数几家注塑机生产厂家垄断了我国精密注塑机市场,例如德国的克劳斯玛菲、阿博格和德马格,以及日本的住友重机、东芝等。为了与精密注塑成型机匹配,这些公司还相应地开发出了高性能、高精度的液压系统和控制系统,以保证塑料制品的质量、减少废品,以及提高注塑成型的生产效率。综观当今注塑机市场,在保证制品质量的前提下,如何利用成熟的自动化设备,提高产品精度,降低废品、次品率及节约原材料、能源以降低成本,增强市场竞争,己引起国内外注塑机厂商的高度重视,为此采用先进的控制技术和管理手段已成为必然的趋势。
传统注塑机中的过程控制方法大多采用注射压力、保压压力、合模力、注射速度及注射量等参数作为控制量,称为机器变量。这些变量由操作员根据经验和试模对注塑机预先输入控制参数,通常主要采用时间来控制每个阶段的开始和结束。这些变量完全由注塑机本身决定,而与材料的特性关系不大。参数控制作为控制系统的主要功能,需要对连续变化的过程参数,如温度、压力、位置和速度等进行精确的闭环控制。由于注射过程主要参数都具有相当显著的非线性时变特性,而其动态特性又会随着工艺条件的更改而变化,所以这种对传统的固定参数进行控制的策略很难有效地保证不同操作条件下的控制性能。
随着对精密成型研究的深入,有人提出了采用物料的参数作为变量,例如熔体压力、熔体温度和熔体冷却速率等,这些变量称为工艺变量。大量研究表明,工艺变量与传统的机器变量相比,具有更高的控制精度。
聚合物材料从粒料(或粉料)经过塑化、填充、压缩、保压以及冷却定型成为制品,这是注塑成型的一般过程。但是由于材料和模具的多样性,需要采用不同的工艺参数,如果参数选择不当,无论填充过多或是填充不足,都会影响最终制品的质量,甚至造成废品。因此,确保每次成型的制品保持相同的尺寸、重量及收缩率,是注塑成型控制所要达到的目标。
PVT控制技术
聚合物的PVT特性,即压力(P)、比容(V)和温度(T)之间的相互关系,是聚合物材料的本质属性。它们属于工艺参数,在聚合物的生产、加工以及应用等方面有着十分重要的作用。无论聚合物的状态如何,P、T和V这3个状态参数都会按照一定的规律变化,与加工手段和条件无关。图1a和图1b分别显示了结晶型材料和无定形材料的典型PVT特性,从图中可以清楚地看出聚合物P、T和V之间的关系。在注塑成型过程中,聚合物材料被加热成熔融态,并在很高的压力下注射到模具型腔中,经历了从高温、高压到迅速冷却和压力下降的过程,之后由熔融态转变为固态,同时聚合物材料的各种物性参数也经历了一连串剧烈的变化,这都和T、P和V有很大的关系。特别是聚合物的V决定着最终成型制品的性能和质量:若最终成型制品的密度太小,会导致强度不够;若密度不均匀,则会产生内部残余应力,导致翘曲变形等。
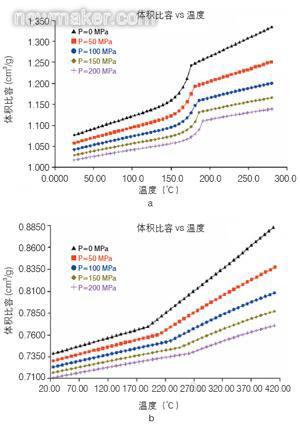
图1 聚合物典型PVT特性曲线
图2为聚合物注塑成型过程中模具型腔的温度和压力曲线示意图。该图清楚地描绘出聚合物材料注塑成型的整个过程:聚合物在机筒中通过熔融塑化,达到设定的温度,模具闭合,注射座前进顶住浇口。自熔体进入型腔后注塑成型可分为充填、压缩、保压和冷却4个阶段。图中节点A-B-C为充填阶段,节点C-D为熔体压缩阶段,节点D-E为保压阶段,节点E-F-G为冷却阶段。
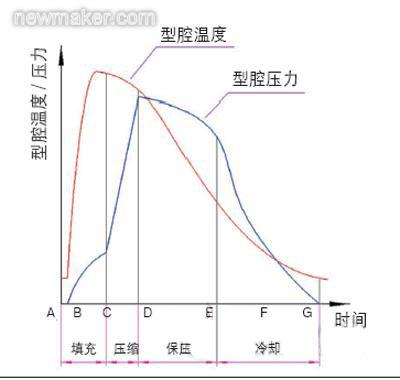
图2 注塑成型过程中型腔温度、压力曲线
基于材料的PVT特性,本文提出了一种基于熔体温度的保压过程的控制方法,即在保压过程中采用熔体温度作为控制信号,实现保压压力的切换,称为P-T控制。P-T控制方法是在传统的P-t控制方法的基础上,直接监控熔体的P和T这两个工艺变量,再根据聚合物PVT特性对V进行更精确的控制。这种方法与传统方法相比,大大拉近了控制和材料属性的关系。令控制方法真正能够和材料属性结合,是聚合物PVT控制理论的重要组成部分,也是提高制品质量重复精度的一个有效方法。
图3所示为转压点相同,采用P-T控制的3条加工路径。保压曲线的起始点和结束点的温度相同,而且过程各个控制节点的温度坐标也相同,在保压压力作用下,熔体压力也趋于相同,从而达到高精度的控制。这种控制方法具有很多优点:利用工艺变量可以很好地实现转压和保压结束控制;对保压过程的各个节点进行分段控制,各控制段长度减小,保压曲线可以更加吻合,PVT特性的重复性提高,制品精度提高;采用变保压压力控制,还可以消除内应力,防止倒流。
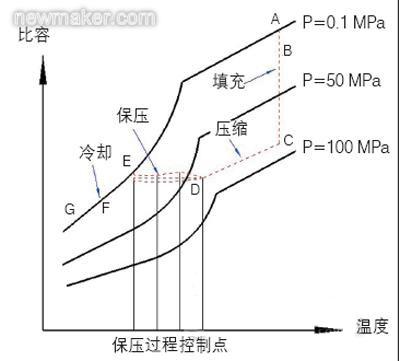
图3 P-T过程控制方法的PVT曲线图
验证试验
为了验证此控制方法的可行性和控制精度,我们对P-T控制和传统的P-t控制方法进行了对比试验。控制装置主要由注塑机、模具、熔体温度传感器和PVT控制器模块组成,P-T方法保压阶段的转换由型腔温度信号控制,P-t方法由时间控制,各保压段的压力值相同,保压总时间相同,其他阶段设置均相同。
图4是注塑机采用不同控制方法成型制品的质量重复精度的对比结果。利用P-T控制方法得到的质量重复精度(0.0785%)比时间控制方式的(0.1843%)高出很多。由此可见,将P-T控制方法应用于国产注塑成型装备,可显著提升国产装备产品等级,提升产品的市场竞争力,为企业创造更高价值。
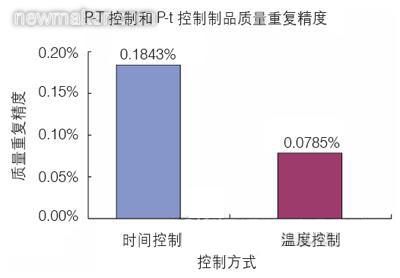
图4 不同控制方法的制品质量重复精度对比
基于聚合物PVT关系的控制方法可以广泛用于普通注塑机中,并显著提高制品的质量重复精度,使普通注塑机达到精密注塑机的控制精度。采用型腔温度控制比传统的时间控制具有更好的适应性和控制精度。将此技术广泛应用于国产注塑机中,可以大幅度提高我国注塑机的精度水平。该控制方法的提出,推动了我国精密成型技术的发展,并为在普通机型上生产精密制品奠定了基础。将PVT控制系统广泛应用在注塑机中,作为与时间控制、位置控制类似的控制选择模块,实现PVT控制系统的大规模产业化,整体提升我国注塑成型领域技术水平,是在我国推广PVT控制技术的根本目标。