连续模料带设计主要是将冲压制品连结在料带上,以等距离送料的方式将半成品送至各工程站上冲压,将冲压制品连结在料带上有许多种方式,连结方式也需要依据冲压制品特征与冲压方向来决定。连续模主要多了料带来传送半成品,故连续模的材料利用率会比工程模差,但是生产效率却比工程模高很多。
一.连续模冲压制品冲压形式设计:
1.冲压制品脱离料带,直接掉落式:
在冲压模具末端将成品直接冲落下,冲压制品与料带是分离的。此种冲压制品直接冲落后,震研、清洗即是半成品。此种设计广泛运用于类似电机端子、五金零件、LCD零件、硬盘零组件等都是此种做法。
在冲压模具末端将成品直接冲落下,冲压制品与料带是分离的。此种冲压制品直接冲落后,震研、清洗即是半成品。此种设计广泛运用于类似电机端子、五金零件、LCD零件、硬盘零组件等都是此种做法。

2.冲压制品仍系于料带上:
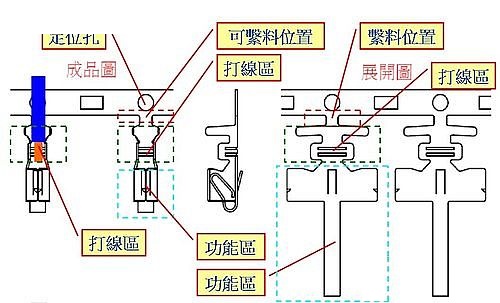
冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,冲压模具后方有收料机将料带连结的冲压制品用治具收起。此种冲压制品一般需作电镀、打线等…后制程处理,所以需连结在料带上作其他制程。此种做法大部分运用在端子类产品上。
冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,冲压模具后方有收料机将料带连结的冲压制品用治具收起。此种冲压制品一般需作电镀、打线等…后制程处理,所以需连结在料带上作其他制程。此种做法大部分运用在端子类产品上。

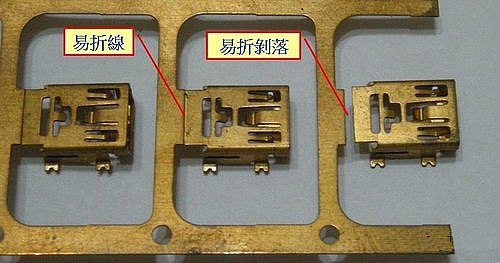
3.冲压制品系于料带上,但是可用手直接剥落:
冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,与端子的差异在于可用手将冲压制品与料带剥离。此种制品一样要做电镀等后制程处理,故需将冲压制品连结于料带上,组装时仅需以手将冲压制品剥离料带或使用其他治具、简易模具等…与塑料件组立后剥离,即是半成品。一般类似弹片类、USB连接器、连接器外壳等就是使用此种做法。
冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,与端子的差异在于可用手将冲压制品与料带剥离。此种制品一样要做电镀等后制程处理,故需将冲压制品连结于料带上,组装时仅需以手将冲压制品剥离料带或使用其他治具、简易模具等…与塑料件组立后剥离,即是半成品。一般类似弹片类、USB连接器、连接器外壳等就是使用此种做法。
二.连续模料带各部分功能:
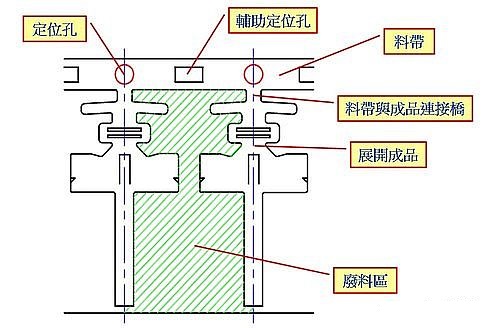
1.定位孔:
1.定位孔:
a.定位孔之功能:定位孔主要功能在于校正送料距离的准确性,定位孔普遍设定为圆孔。定位孔一般设置在料带上,如在冲压制品上有可利用的圆孔作为定位孔时,亦可利用冲压制品上的孔作为定位孔。连续模不能仅靠着送料机的送料精度做生产,一般送料机送料距离会有误差,且快速多次冲压后,更会有累积误差产生,因此可利用定位孔与送料机接口设备,在每次送料的时都进行送料距离误差校正,避免送料累积误差产生,达到精确送料目的。
b.定位孔设定:定位孔一般以设定以圆孔为主,定位孔孔径0.5mm的倍数 (∮1.0、∮1.5、∮2.0、∮2.5、∮3.0、∮4.0、∮5.0…)。因应后制成需求,亦可设置辅助定位孔。
2.料带:
a. 料带功能:提供冲压制品在模具内送料之骨架,亦类似机械手臂。料带需带着冲压制品至模具各个工程站进行冲压,因此,料带本身须具备一定的强度
b. 料带设定:一般状况下料带宽度≧3.0mm。
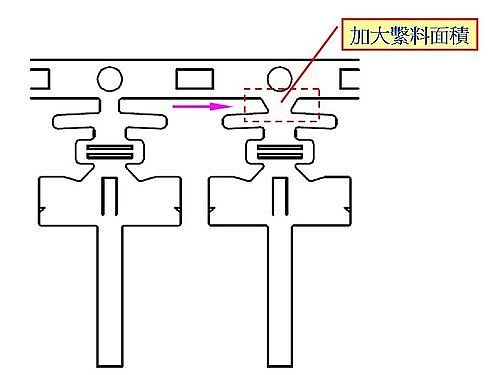
3.料带与成品连接桥:
料带与成品链接区域大小与方式,需依据冲压制品特征为考虑,在允许的范围下,一般设计时尽可能将连接区域加大,以增加料带与成品连结强度与稳定性。
料带与成品链接区域大小与方式,需依据冲压制品特征为考虑,在允许的范围下,一般设计时尽可能将连接区域加大,以增加料带与成品连结强度与稳定性。
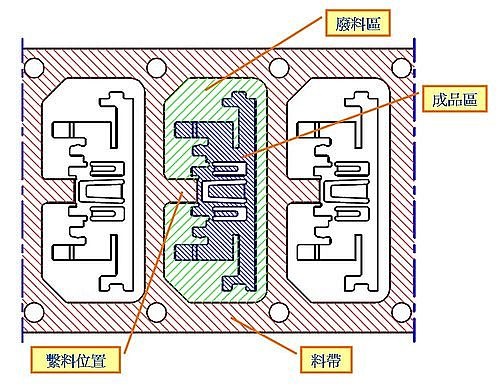
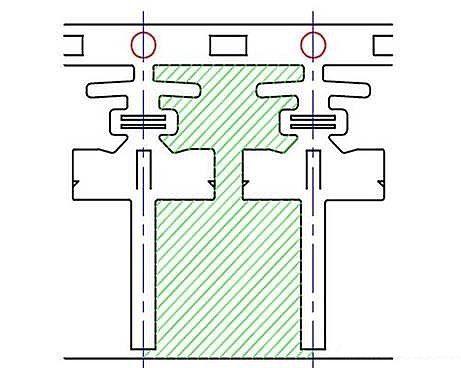
4.废料区:
料带链接成品之外的区域称为废料区,此部分需一次或分多次将 废料区域冲剪,仅留下成品区域作其他冲压加工。一般而言,废料并不一定要一次冲剪完毕,冲剪设计时需考虑整体料带之强度,较薄弱之料带结构时,会留一些废料连结成品来辅助增加料带强度,到冲压快完成前,再将废料切除。
料带链接成品之外的区域称为废料区,此部分需一次或分多次将 废料区域冲剪,仅留下成品区域作其他冲压加工。一般而言,废料并不一定要一次冲剪完毕,冲剪设计时需考虑整体料带之强度,较薄弱之料带结构时,会留一些废料连结成品来辅助增加料带强度,到冲压快完成前,再将废料切除。
a.一次切除:
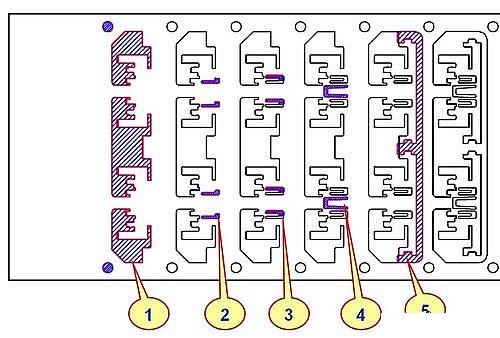
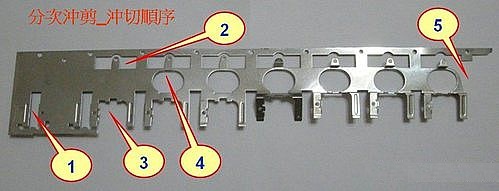
b.分次切除:
c.预留废料,增加料带强度:
三.连续模冲压制品系料设计原则:
不同的冲压制品特征,所使用的料带系料的方式,冲压的方向等...,料带系料位置需依据产品特征而定,料带系料位置一般会设定在平面上,
1.系料位置一般设定在平面上,尽可能不设置在弯曲面上。
2.系料位置可设置单点或多点系料。
3.系料位置尽可能不设置在功能区。
4.成品系料方式尽可能使用锥形设计方式以补强系料强度。