介绍了程控交换机用插头簧片精密多工位级进模的结构及制造工艺,该模具包括冲裁、弯曲、整形、打凸、压印等多种工序,可供类似零件的成形提供参考。
1 簧片零件结构工艺分析

图1 所示簧片零件是属于包容型零件, 空间立体成形, 多处弯曲, 包容部分尺寸精度高, 弹性好。材料选用QSn6. 5- 0. 1Y , 该材料具有良好的弹性和抗疲劳性。通过对簧片零件的工艺分析和计算, 决定设计制造150 冲次/ min 、尺寸精度为0. 01mm、步距精度为0. 006mm 的高精度多工位级进模。
2 绘制簧片零件的展开图和排样图
展开尺寸以产品图为根据, 运用弯曲时中性层不变原理和几何学原理计算各部分尺寸。展开尺寸要求非常准确, 它要保证材料在多次弯曲后达到产品图纸要求的尺寸。条料送进方向最宽轮廓尺寸加上适当的工艺搭边确定了模具的步距, 零件展开后沿送料方向上的最宽轮廓尺寸为5. 75mm , 工艺搭边为2. 25mm , 确定步距为8mm。步距和展开图共同决定各冲废料凸模尺寸。

图2 为模具的排样图, 它对模具设计起着至关重要的作用,是整副模具成功的关键。由图2 可知,模具的空工位为16 个, 有效工位22 个, 总工位为38 个。有效工位如下: ①冲侧刃冲定位孔。在同一个工位中冲, 保证定位精度, 冲侧刃为粗定位, 冲定位孔为精定位; ②导正; ③冲废料A ; ④导正; ⑤冲废料B ; ⑥冲废料C ; ⑦冲废料D 及导正; ⑧压头部喇叭口、压倒刺; ⑨头道弯及导正; ⑩弯倒刺及导正; 11二道弯及导正; 12三道弯及导正; 13头部整形及导正;14压凸; 15冲废料E ; 16四道弯及导正; 17五道弯及导正; 18五道弯整形及导正; 19六道弯及导正; 20七道弯及导正; 21尾部整形及导正; 22尾部压印及导正。
3 模具主要零件设计
(1) 模架采用四导柱滚珠模架, 上、下模板采用45 钢,调质硬度26~30HRC。模架的加工精度采用Ⅰ级精度, 上模板厚度为40mm , 下模板厚度为45mm。
(2) 所有模板的平行度控制在300 : 0. 02 以内,垂直度在0. 015mm 以内, 表面粗糙度为 Ra =0. 4 μ m。
(3) 凸模设计。大凸模采用直通式,小凸模采用镶套固定保护, 以增加其强度和刚度, 材料选用Cr12 钢,淬火硬度55~58HRC ,凸模采用小压板固定。
(4) 凹模采用分块镶入凹模板中, 其优点是: ①易保证各工位型孔坐标尺寸高精度的要求; ②解决了热处理变形问题; ③各型孔镶件单独加工,便于制造、调整和维修,不致于因某一型孔损坏而使整块凹模板报废; ④提高整副模具使用寿命; ⑤分成小块镶件,便于用精密小型机床、专用机床加工。
凹模镶件与凹模板配合公差取±0. 01mm。装入、取出方便, 保证精度, 各型孔凹模镶块由导板压住。
冲切型孔凹模镶件采用优质合金钢6CrNiMnSiMoV , 简称GD 钢, 热处理硬度58~63HRC。
(5) 卸料板采用弹压卸料板。其优点为: ①弹压卸料板不但起卸料作用,冲裁时还可以将条料压住,防止条料在冲压过程中产生翻转和扭曲; ②由于高速、精密冲裁,弹压卸料板采用CrWMn 钢,淬火硬度50~55HRC , 为了增加卸料板的稳定性, 采用4 个小导柱导向,小导柱与导套间隙为0. 005~0. 01mm ; ③卸料弹簧采用耐疲劳的强力矩形弹簧, 确保卸料板的卸料力大而且运动平稳; ④冲废料凸模用卸料板镶套保护, 其间隙为0. 005~0. 01mm ,小于凸模和凹模的冲裁间隙, 可以大大提高模具寿命。卸料板镶套用螺钉吊在垫板31 上,防止镶套的窜动。
卸料板在弯曲成形部分的上面铣空让位, 确保条料在送进过程中畅通。
(6) 弯曲成形部分的设计。弯曲成形时三道弯和整形凸模、五道弯整形凸模、尾部整形凸模装在凸模固定板上, 其余弯曲成形凸模全部装在卸料板上, 用螺钉吊在垫板31 上, 弯曲成形凹模内加弹顶装置,防止簧片卡在凹模内。
(7) 模具保护系统的设计: ①如果带料发生误送等异常现象, 安全销不能正常导正, 通过行程开关, 紧急停机, 从而保护模具; ②由于多工位级进模凸模较多, 形状各异, 长短不一, 为防止模具损坏,在上、下模板之间以及上模固定板和垫板31 之间设置限位柱和限位套。试模时,以上、下限位柱刚好接触为准,此时为模具的闭合高度及模具的下死点,模具可以正常工作。在模具不工作时, 在上下限位柱中间加一垫块,保证凸、凹模脱开,避免刃口损坏。图3 为模具结构图。
模具在350kN 、ATDA 冲床上工作, 其闭合高度为150~200mm ,模具闭合高度为185mm。
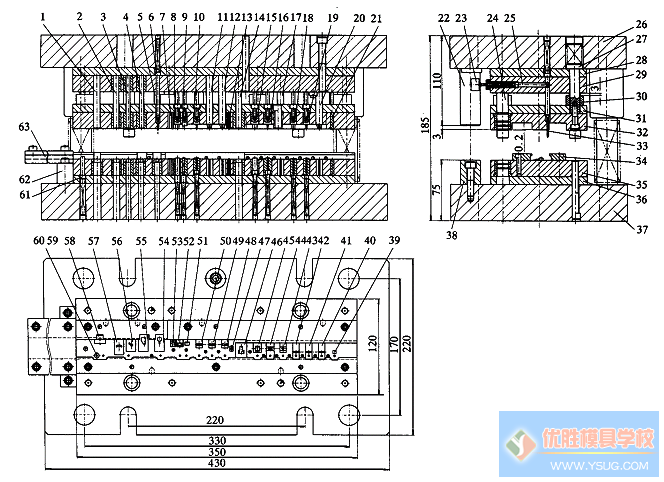
图3 模具结构
1. 侧刃 2、3、4、5、14. 冲废料凸模 6. 导正钉 7、53. 压喇叭口镶件 8、41、42、43、44、45、49、50、52. 弯曲凹模镶件 9、10、11、15、16、18、19. 弯曲凸模 12、20、40、48. 整形凸模 13. 压双凸模 17. 弯曲整形凸模 21. 压印凸模 22、38. 限位柱 23. 行程开关 24. 小导柱 25. 检测杆 26. 上模架 27. 卸料螺钉 28、31、36. 垫板 29. 固定板 30. 定位套 32. 卸料板 33. 检测钉 34. 导料板 35. 凹模板 37. 下模座 39. 压印镶块 47. 压双凸凹模 51. 弯倒刺凹模 46、54、55、56、57、58. 冲废料凹模 59. 冲孔凸模 60.冲孔凹模 61. 抬料钉 62. 支架 63. 托料板