介绍了在两种情况下大功率固体激光加工系统中监拉软件与PLC通讯的实现,并对两种方式进行了比较。一种是用VB6.0开发的监控软件与PLC串行通讯的实现,给出了具体的实例说明;一种是基于触摸屏开发的监控软件与PLC通讯的实现。
在大功率固体激光器监控系统中,激光加工系统的控制PLC可以采集和存储激光加工系统的实时状态数据,监控软件通过定时查询这些数据来实现对激光器的监控功能。本文分别以OMRON PLC利用RS232接口与VB6.0开发的监控软件进行串行通信,以及台达PLC利用台达触摸屏组态软件实现的通讯为例,研究在不同情况下PLC和上层软件的通讯。
1 基于VB的上位机与PLC的通讯
监控功能主要体现在对加工系统实时数据及时准确的显示和记录它主要分为控制管理模块、数据通信模块、故障处理模块、数据处理模块和信息处理模块其中数据通信模块负责与PLC控制系统进行数据通信任务,将操作人员的操作指令转化为统一的数据格式通过串行通信端口发送给PLC控制系统〔数据通信模块同时负责读取PLC控制系统传来的数据,并调用数据处理模块对其进行处理。
监控软件中VB通讯程序的设计如下:
(1)初始化通讯端口
在大功率固体激光加工系统中,监控系统采用OMRON可控制编程器CQM1H系列作为下位机,普通的PC机作为上位机。通讯端口是COM1口,通讯参数设定波特率为9600,偶校验,7个数据位,2个停止位。此参数必须与PLC端的设置相符,否则就无法进行通讯。具体程序如下:
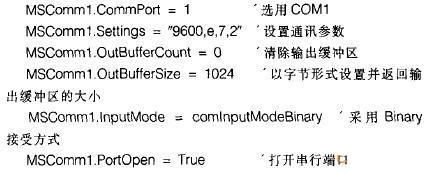
(2)串行端口打开后,进行数据的发送
数据发送的格式要标准,包括起始符、节点号、标题码、数据,FCS、结束符。如果发送的是一串数据,上位机和PLC要统一数据格式,以便于识别。计算好 FCS后,进行帧的发送即可。一个帧发送的最大数据块为131个字符,如果多于13,个字符,在发送前须拆分成一个以上帧。当一组传送数据要分解时,第一帧和中间各帧的末端用分界符代替结束符的发送〔下面以上位机监控软件传送功率给PLC的通讯程序为例:

(3)PC机接收PLC传来数据
由PLC发送数据,通过监控软件进行接收的程序与此相类似。此种通讯方式中数据传送时的处理相对简单,并克服了采用自定义数据格式时出现的数据丢失现象,能够正确无误地发送和接收数据。
2 触摸屏软件与PLC的通讯
工业级人机界面)可作为PLC的小型工作站,具备与PLC连线监控的功能,以及采用文字、数字或图形同步显示内部接点状态及资料的能力各触摸屏厂家都为用户提供了本厂触摸屏产品的组态软件,这些软件为用户提供了多种通用工具模块,用户不需要掌握太多的编程语言技术,就能很好地完成一个工程所需要的几乎所有功能。台达触摸屏软件就是其中的一种,它通过直观的图形和相对比较简单的巨集指令来编辑系统界面。巨集指令类似于PLC指令,PLC指令所能实现的基本功能,巨集指令也可以实现,而且编写方法相对简单。
系统硬件采用台达系列PLC和触摸屏,软件包括组态环境和运行环境两个部分。组态环境用来设计和构造自已的应用系统;运行环境部分则按照组态环境中构造的组态工程,运行完成用户组态设计的目标和功能在计算机上开发出系统监控组态界面,设置通讯参数,在"选项"菜单中选择"模组参数设定"选项,这时会弹出一个窗口,在该窗口中进行通讯参数的设定(如图1所示)。参数设定好后,将编写好的组态工程利用USB端日从计算机中下载到触摸屏中即可进行使用。由图1可以看出,只要根据协议设定和PLC进行通讯的参数即可,简单易行,不需要进行专门的编程〕触摸屏软件中,指令的执行过程跟PLC一样,采取查询方式,不断地扫描。在进程中的某一线程,定时地查询串口的接收缓冲区,如果缓冲区中有数据就读取数据;若缓冲区中没有数据,该线程将继续执行在一般情况下,查询方式是一种最直接的读串口方式,但由于必须不断地进行串口查询,因此会占用大量CPU的时问。
3 结束语
手丁编写工控软件的优点是灵活性高、针对性比较强,可以根据系统的需要进行相应模块的实现,软件的成本低但缺点是工作量比较大、花费时间比较长、可靠性差、通用性低,对于不同的应用对象都要重新设计程序,系统的部分改动就可能会导致软件的重新设计。台达触摸屏的软件属于小型组态软件,功能强、使用方便,小需要非常专业的编程技术,节省了时间和人力资源。但也存在功能有限、灵活性差、不能满足某些特殊要求的缺点因此在实际的应用中,要针对不同系统的特点和要求选择不同的开发方式,以求达到最佳效果。