用超高速点磨削方法磨削主轴(图1) ,装夹一次可完成外圆、轴肩、沟槽和紧固螺纹4 个部位的磨削;磨凸轮轴(图2) ,一次装夹可磨削凸轮型面、主轴轴颈、两端轴颈、止推轴颈侧肩面和凸轮调整座面外径,尺寸精度可达到IT6,Ra≤0. 8微米,周期时间为150s,与传统工艺比较,大大节约了成本。
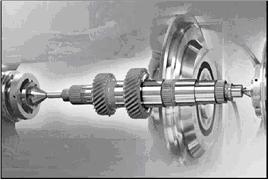

图1 超高速点磨削加工主轴 图2 超高速点磨削加工凸轮轴
我国一汽大众汽车有限公司应用这一技术磨削发动机凸轮轴(图4) ,砂轮转速为4 300 r/min,砂轮修整一次可磨削3000件。
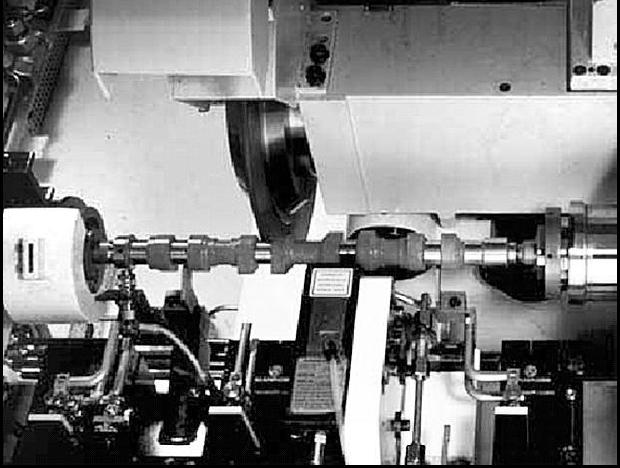
图4 磨削发动机凸轮轴
超高速点磨削技术相当于使用半永久性工具进行数控车磨合并加工,符合先进制造技术的发展趋势。由于磨削温度低、磨料及能源消耗少,超高速点磨削技术也符合绿色制造要求,可以预计这项新型磨削技术具有极大的发展潜力。