
过切弹刀示意图:
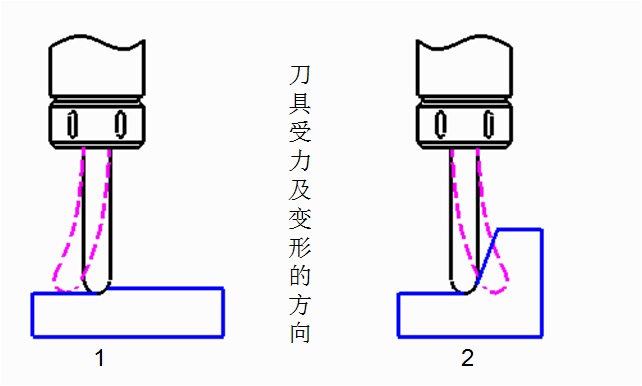
图(1)为刀具在加工较平坦面时的状态,当加工到图(2)位时急停,准备反向加工时,由于惯性的作用,刀具会变形,从而使刀具在加工图(2)位时在较直身的位置很容易产生过切弹刀。
刀具变形量的关系式如下图:

从上面公式中、我們可知影响刀具变形的主要因素有三个:
L – 装刀长度
D - 刀具直径
P - 刀具所受的作用力
L – 装刀長度:
由公式可知、刀具的变形量与裝刀長度是3次方的关系、同样直径的刀具、当长刀增加一倍、其变形量將会增大3倍。
D - 刀具直径:
由公式可知、刀具的变形量与刀具直径是4次方的关系,同样长度的刀具、当刀具直径减少一倍、其变形量將会增大4倍。
P - 刀具所受的作用力:
由公式可知、刀具的变形量与其在加工中所受的作用力是正比关系、减少刀具所受的作用力折可減低弹刀的机会。
改善:
1:用刀原则:能大不小、能短不长。
2:添加清角程序、工件余量尽量留均匀 。
3:合理调整切削参数,拐角处修圆。
4:了解钢材的硬度及性能,明确每刀下切量。
5:了解刀具的规格、切削力及长度。
6:了解夹头的规格、大小及长度。
7:了解加长杆的规格、大小及长度。
8:利用机床SF功能,操作员微调速度使机床切削达到最佳效果。
加工工具图片参考:
