1.排位料做不大于200*200,方便线割操作;
2.分清是淬火料还是软料;
3.是否有可以不用线割,直接磨出来的边。
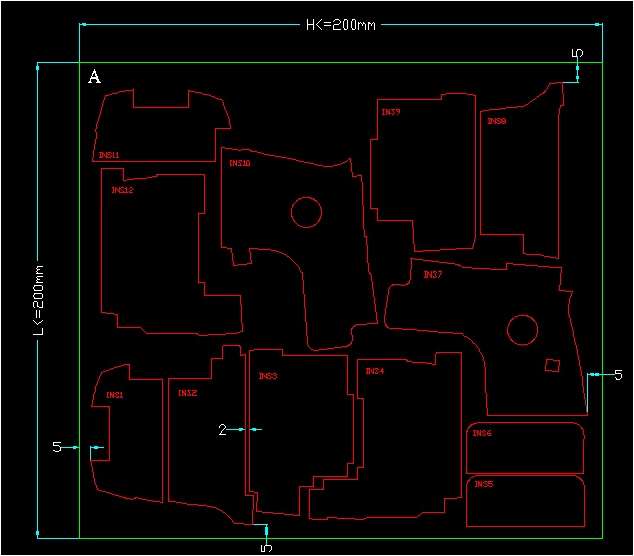
一. 软料排位
對于鑲件料不是淬火模的線割排位:(鑲件長. 寬均大於10mm)。
1. 鑲件加工原則為:先線割,后加工頂針.螺絲.運水,再CNC加工;
2. 鑲件與鑲件之間相距 2MM, 外围四邊各放 5MM余量;
3. 線割料以長. 寬均不大於200mm為佳;
4. 對於小鑲件長寬有一邊小於10mm時;按先鑽螺絲,運水,頂針,後CNC加工,最後線割,排位按鑲件料為硬料的排位排;
5: 需在線割料左上角打基准字碼 A 作为基准。
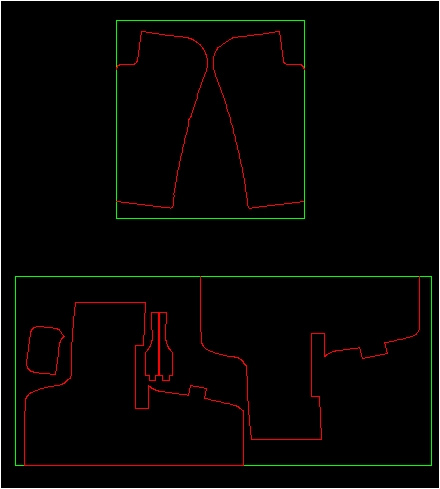
二. 带有直边的线割料排位
對于鑲件料為軟模的線割排位:
1. 對于鑲件有一邊為直邊的鑲件, 可把此直邊靠在線割料的邊上;
2. 線割料的其他邊留 5MM的線割余量, 如圖示:
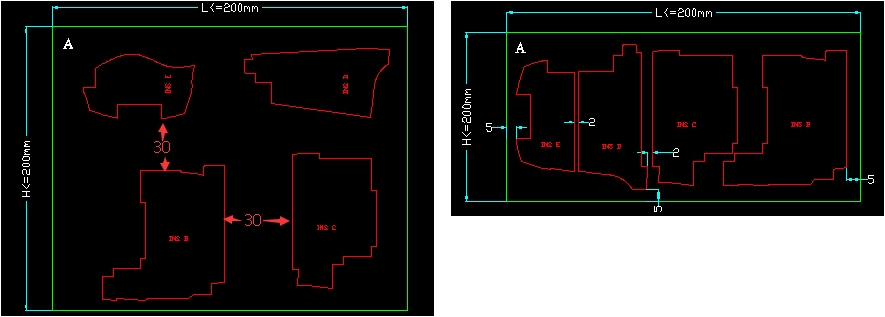
三. 對于鑲件料為硬模的線割排位
1. 鑲件與鑲件之間原則上留 25~35MM的過刀量,線割料周邊留 2~5MM的余量;
2. 對于膠位面比較高的鑲件, 鑲件與鑲件之間的過刀量可適當放大;
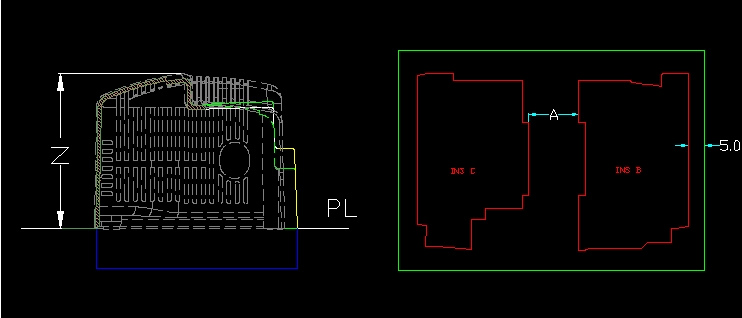
3. 對于比較特別的鑲件, 例如樣圖中的 INS B. INS C. INSD. INS E,各鑲件;
4. 線割料以長. 寬均不大於200mm為佳;
5. 需在線割料左上角打基准字碼 A 。
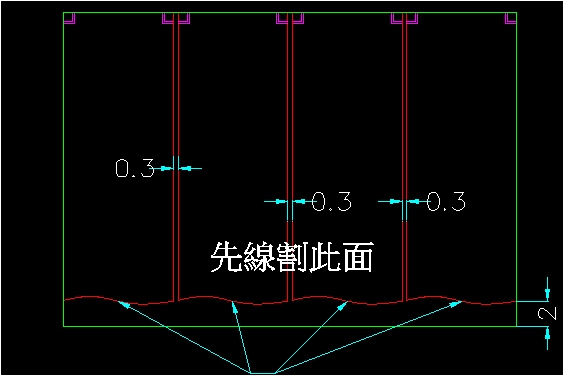
四. 對于有三邊為直角鑲件的鑲件排位(軟模)
1. 此類鑲件,可把多個鑲件合起來訂料,如圖所示,各鑲件之間相距0.5MM;
2. 加工時把整個不規則的面線割出來,然后再把鑲件一個個線割出來。
五. 對于鑲件料為硬模的線割排位:
1. 當Z>=60mm時,鑲件與鑲件之間的過刀量留35mm;
2. 當Z<60mm時,鑲件與鑲件之間的過刀量留22~25mm。
┄┄┄┄┄┄┄┄┄✄┄┄┄┄┄┄┄┄┄
产品设计/模具设计/五金模具/数控编程
客服热线0769-88031860 QQ800004580

点击“阅读原文”论坛交流
阅读原文