近代注塑制品,在各个领域得到了广泛的应用,制品形状十分复杂,所使用的聚合物性能差别也很大。即便是同一种材料的制品,由于浇道系统及各部位几何形状不同,不同部位对于充模熔体的流动(速度、压力)提出要求,否则就要影响熔体在这一部位的流变性能或高分子的结晶定向作用,以及制品的表观质量。在一个注射过程中,螺杆向模具推进熔体时,要求实现在不同位置上的有不同注射速度和不同注射压力等工艺参数的控制,称这种注射过程为多级注塑。
数字拨码式注塑机比较落后,只有一段或二段射胶、一段保压、一段熔胶的控制程序,对于一些结构复杂、外观质量要求高的产品,很难设定和控制注射速度及其它工艺条件,导致注塑件出现的一些外观缺陷无法通过调校注塑参数的方法来改善。为了满足提高注塑件外观质量的需要,克服上述问题,注塑机制造商开发生产了具有多级射胶、多级保压、多级熔胶功能的注塑机,这是注塑加工行业的一次突破性技术进步。
目前,大多数是注射速度进行多级控制的注塑机,通常可以把注射全冲程像图a所示那样分3个或4个区域,并把各区域设置成各自不同的适当注射速度。
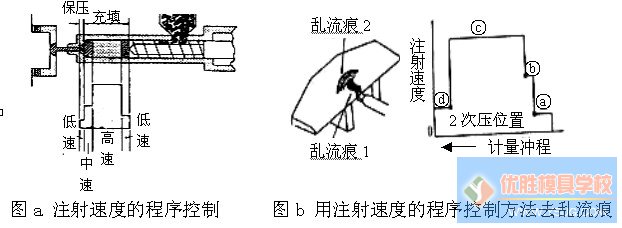
如图b,就采用了在注射的初期使用低速,模腔充填时使用高速,充填接近终了时再使用低速注射的方法。通过注射速度的控制和调整,可以防止和改善制品外观如毛边、喷射痕、银条或焦痕等各种不良现象。
多级注射控制程序可以根据流道的结构、浇口的形式及注塑件结构的不同,来合理设定多段注射压力、注射速度、保压压力和熔胶方式,有利于提高塑化效果、提高产品质量、降低不良率及延长模具/机器寿命。
通过多级程序控制注塑成型机的油压、螺杆位置、螺杆转速,能谋求改善成型件的外观不良,改善缩水、翘曲和毛边的对应措施,减少各模每次注射成型件的尺寸不均一。
多级控制的效果
|
成 型 条 件
|
效 果
|
|
注 塑 速 度
|
防止浇口部位的气纹/流纹,防止锐角的流动痕迹,防止模芯的倒塌,防止毛边。
|
|
二 次 压 力
|
减轻内应力变,防止缩水。
|
|
螺 杆 转 数
|
计量的稳定性
|
|
背 压
|
计量的稳定性
|
然而,很多注塑技术人员仍然习惯使用过去一段射胶的方法,不懂得如何寻找多段射胶位置和方法,使具有多段射胶功能的机器发挥不了其优势。
一、设定多级注射程序的方法:
一般的塑件注塑时至少要设定三段或四段射胶才是比较科学的。水口流道为第一段、进浇口处为第二段、产品进胶到90%左右时为第三段、剩余的部分为第四段(亦称末段)。
对于结构简单且外观质量要求不高的胶件注塑时,可采用三段射胶的程序。但对结构比较复杂、外观缺陷多、质量要求高的胶件注塑时,需采用四段以上的射胶控制程序。
设定几段射胶程序,一定要根据流道的结构、浇口的形式/位置/数量/大小、注塑件结构、产品质量状况及模具的排气效果等因素进行科学分析、合理设定。
二、多级注射位置的选择方法:
1、计算重量法
总重量=所有胶件部分的重量+流道部分的重量
注射时的射胶量即为总重量,一段射胶位置即为流道部分的射胶量;二段射胶位置即为产品走胶90%时的射胶量;三段为末段的射胶量。
2、调试观察法
根据自己的初步估计,将注射时所找位置点的压力/速度设为零,观察实际走胶的位置,再根据实际情况进行微调,直至找到你要选择的位置。
下面以图例说明制品和多级控制程序之间的关系
图一是根据工艺条件设置的不同速度,对注射螺杆进行多级速度转换(切换)。
图二是基于对制品几何形状分析的基础上选择的多级注塑工艺:由于制品的型腔较深而壁又较薄,使模具型腔形成长而窄的流道,熔体流经这个部位时必须很快地通过,否则易冷却凝固,会导致充不满模腔的危险,在此应设定高速注射。但是高速注射会给熔体带来很大的动能,熔体流到底时会产生很大的惯性冲击,导致能量损失和溢边现象,这时须使熔体减缓流速,降低充模压力而要维持通常所说的保压压力(二次压力,后续压力)使熔体在浇口凝固之前向模腔内补充熔体的收缩,这就对注塑过程提出多级注射速度与压力的要求。
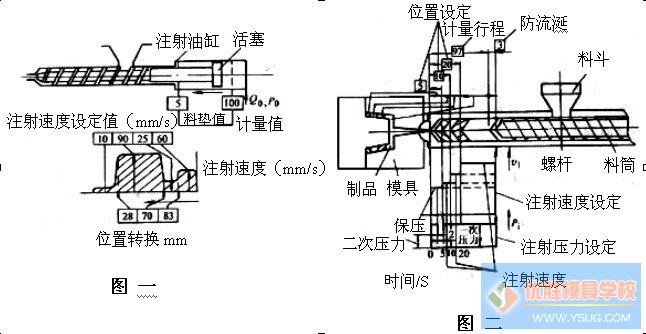
在图二中螺杆计量行程是根据制品用料量与缓冲量来设定的。注射螺杆从位置“97”到“20”是充填制品的薄壁部分,在此阶段设定高速值为10,其目的是高速充模可防止熔体散热时间长而流动终止;当螺杆从位置“20”→“15”→“2”时,又设定相应的低速5,其目的是减少熔体流速及其冲击模具的动能。
当螺杆在“97”、“20”、“5”的位置时,设定较高的一次注射压力以克服充模阻力,从“5”到“2”时又设定了较低的二次注射压力,以便减小动能冲击。
现代注塑机还具有多级预塑和多级保压功能。